

 您的位置:
您的位置:
服務熱線
86-512-52674348
吸塑成型工藝是一種膠片熱成型加工方法,把熱塑性母粒經過膠片擠出機,做成熱塑性塑料片材。塑料片材是作為吸塑制品的原料,將其加熱軟化后,借助片材兩面的氣壓差或機械壓力,使其變形后貼服在預先制作好的模具輪廓面上,通過空氣或冷卻介質進行冷卻定型,經過裁切修整后完成吸塑制品的過程。
吸塑包裝機產品結構
其主要構造是由給料、拉料、上下電加熱爐、下閘、多功能可調尺寸、下模盤、上模、上閘、刀閘、切片、放片及配以真空裝置等構成;以氣動裝置為主動力源,其拉片、送片采用電動、減速器,時間繼電器,中間繼電器,行程開關等電器組成全自動控制系統。
吸塑機對控制系統的要求是保證操作方便、機械動作和溫度控制精度高、生產時間短、在同等生產條件下盡可能節約機械的耗電量。
吸塑工藝基本配置圖
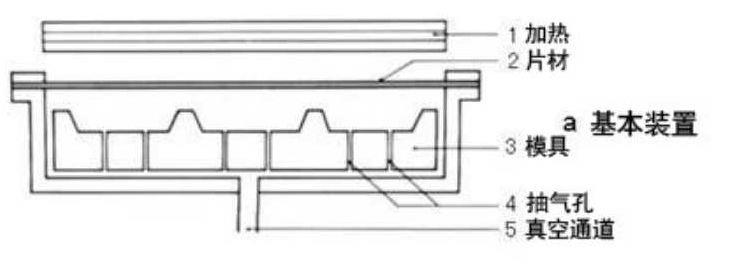
上膠片加熱后真空抽氣,形成壓力差,膠片貼服與模具的成型面

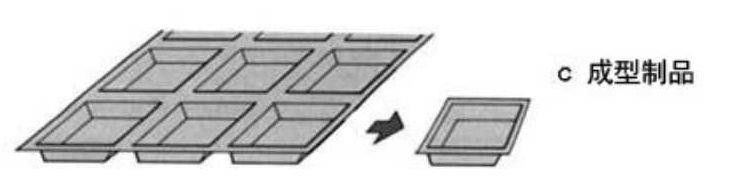
冷卻定型后經過裁切修整完成制品
吸塑加工工藝要點
脫模斜度
為了能夠順利脫模,模具側面必須具有一定的傾斜度。在脫模方向上,模具側面的傾角被稱為脫模斜度。脫模斜度應該取得盡可能大,脫模斜度越大,脫模越快,成型周期越短,而且在脫模的過程中制品變形的可能性小,脫模斜度一般大于1度。江之源公司在經過多年的實驗和研發,已經突破了O度脫模的吸塑技術難題,為吸塑制品的應用開拓了一條全新的方向。
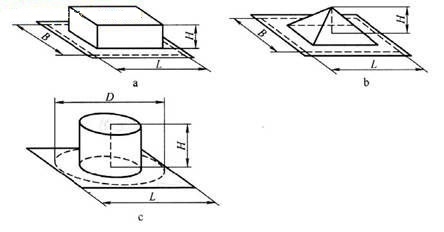
寬高比對吸塑的影響
模具寬度與深度的比值通常稱為寬高比。 一般來說,因為凸模可對片材有拖拽和預拉伸作用,所以用凸模成型時的寬高比可以小些,但不能小于1.用凹模成型的寬高比通常不小于1.4.

吸塑的寬高比
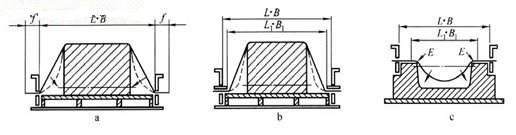
成型面積與產品面積
成型面積指的是夾持框內部的長寬面積范圍;產品面積指的是成型過程中發生牽引拉伸的面積,它主要依賴于吸塑制品的規格大小。在加熱過程中,需要對拉伸部分進行加熱,其拉伸的范圍較大,對于加熱量較少的非產品面積,拉伸量也較少。需注意加熱不均勻,也會造成在成型冷卻后收縮不均勻而使吸塑制品變形的問題。
L*B 為成型面積, L1*B1 為產品面積
排氣面、排氣孔、排氣槽
在真空成型過程中,加熱的膠片與模具間形成一個密封的空間,在真空抽氣的情況下,需要把密閉空間中的留存空氣排空,必須在模具中設計相應的排氣孔和排氣槽。排氣孔的大小在保證排氣的功能后,請盡量設計較小的孔徑,否則會在制品表面留下明顯的氣孔,影響外觀。
通過真空抽氣裝置可把空氣快速的排出,因此在吸塑過程中,需要保證吸塑設備的真空系統能保持足夠的真空量,以保證膠片加熱軟化后,能有足夠的真空吸力是膠片能夠全貼服在模具表面上;另一方面,需要對排氣孔、排氣槽等通道系統保持通暢狀態,避免因異物堵塞導致真空度減低,造成吸塑成型不到位。
吸塑成型的收縮變形
在吸塑生產過程中,會經常出現產品收縮變形的情況,針對不同的情況需要進行特別處理。在經過加熱成型后,冷卻階段通過模具定型和保持真空量,可以使吸塑產品的尺寸不會發生太大的變化,但是脫模后由于溫度的變化,尺寸會發生一定的收縮變形,而且會隨著時間的增大收縮變形會更大。成型24小時后,收縮情況基本穩定,這時測量的尺寸較為精確。
一次性注射器全自動吸塑包裝機的詳細描述:
該全自動吸塑包裝機主要適用于一次性醫療產品(一次性注射器、輸液器、醫藥),食品,紡織,玩具和牙刷等的高速自動包裝。

一次性注射器全自動吸塑包裝機特點:
1、本機適用于軟式包裝和硬型包裝
2、可配備打印設備(可直接打印文字和圖形)
3、易于控制,觸摸屏 4、可延長模具,可包裝大型和長條產品
5、一次性成型,適合大規模生產
6、通過改變模具可生產不同類型的產品
7、整機使用不銹鋼和鋁合金材質,從而確保清潔抑菌
8、電動氣動元件使用進口三菱,歐姆龍,SMC等,真空泵由BECKER提供,運作良好,故障率極低
9、余料收集裝置